Décolletage, usinage et rectification de haute précision : Tolérance au micron en Haute-Savoie

Au cœur de l'écosystème historique du décolletage, ZEDCE dépasse les standards traditionnels grâce à une maîtrise absolue de la rectification de haute précision. Découvrez comment le regroupement de nos opérations sur un site unique transforme la production de pièces critiques, assurant des états de surface exceptionnels et une fiabilité sans faille sur les marchés les plus exigeants.
Vous cherchez un partenaire capable d'aller au-delà de la simple production en série pour atteindre des tolérances micrométriques? Les exigences industrielles actuelles, particulièrement dans des secteurs critiques comme l'aéronautique ou l'hydraulique, ne s'accommodent plus d'un simple travail en barre traditionnel. Elles imposent la maîtrise d'usinages complexes, de rectifications d'une précision infime et d'une gestion intégrée allant de l'ébauche à la pièce finie, le tout sur un même site de production.
Depuis 1946, l'entreprise ZEDCE cultive précisément cette expertise au cœur de la Haute-Savoie. Cet article vous propose de découvrir comment notre métier a évolué, les raisons techniques pour lesquelles un simple tour à commande numérique ne suffit plus pour atteindre le micron et pourquoi notre implantation à Marnaz constitue un atout stratégique majeur pour vos projets de haute précision.
À retenir :
Les bénéfices de l'usinage décolletage intégré pour vos pièces critiques :
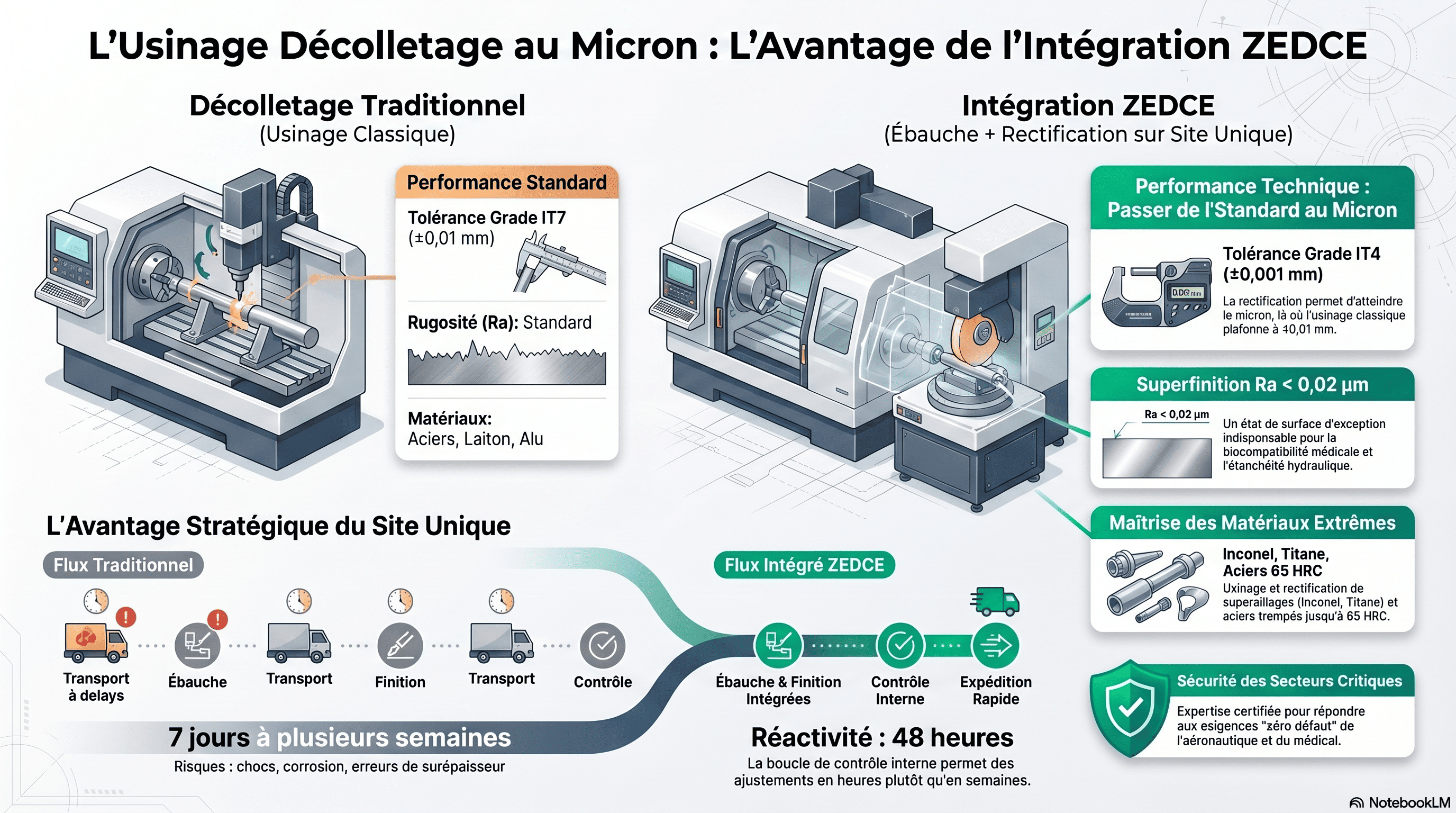
- Le passage d'un grade d'usinage IT7 à un grade de rectification IT4 permet de garantir des tolérances micrométriques allant jusqu'à ±0,001 mm.
- Les opérations de superfinition assurent des états de surface exceptionnels, atteignant une rugosité Ra inférieure à 0,4 µm, et pouvant même descendre sous les 0,02 µm.
- Notre savoir-faire inclut l’usinage de matériaux extrêmement exigeants, tels que les aciers trempés (60 à 65 HRC), le titane Ti6Al4V ou l’Inconel 718, particulièrement difficiles à produire lorsque des exigences micrométriques sont requises.
- Le regroupement des phases d'ébauche et de finition sur un site unique réduit fortement les risques liés à la logistique ou à la qualité, tels que les chocs, les allongements de délais ou les erreurs de calcul de surépaisseur.
- Vous sécurisez vos développements les plus complexes en vous appuyant sur une expertise historique profondément ancrée dans l'écosystème de la Vallée de l'Arve.
La Vallée de l'Arve : l'écosystème de référence du décolletage français

La Vallée de l'Arve s'est forgé une renommée internationale grâce à une expertise industrielle singulière : le décolletage. Depuis le XIXe siècle, les ateliers locaux ont continuellement perfectionné l'art du tournage de révolution sur barre métallique, donnant naissance à un réseau industriel incomparable.
Pour illustrer cette dynamique, le Syndicat National du Décolletage (SNDEC) recensait en 2019 un total de 635 entreprises spécialisées en France, dont 69 % étaient concentrées en Haute-Savoie, générant un chiffre d'affaires global de 2,3 milliards d'euros.
Cette formidable densité se traduit par un maillage d'une impressionnante efficacité. En effet, dans un rayon de seulement 30 kilomètres, il est possible de trouver des fournisseurs de matières premières, des experts en traitement thermique ou de surface ainsi que des distributeurs d'outils de coupe. C'est ce tissu dense qui a érigé le décolletage de la Vallée en référence mondiale durant 150 ans.
Toutefois, le paysage traditionnel a muté. La production de pièces simples en très grandes séries (comme la petite visserie ou les axes basiques), caractérisée par des tolérances IT7 (de ±0,01 à ±0,02 mm), a largement été délocalisée. Désormais, la véritable valeur ajoutée de la Vallée de l'Arve réside dans l'usinage décolletage de haute précision.
Ce que signifie vraiment l'usinage décolletage en 2026
Le terme même de "décolletage" peut s'avérer réducteur aujourd'hui. S'il désignait autrefois le simple tournage rapide et continu d'une barre métallique pour de grandes séries, la réalité contemporaine est bien plus complexe.
Chez ZEDCE, ce processus ne se limite plus au travail en barre. Nous déployons une chaîne de production totalement intégrée. Celle-ci combine le tournage à commande numérique (CNC) multi-axes sur des machines Nakamura équipées d'axes Y et de contre-broches pour traiter les géométries complexes, des opérations de reprise sur des ébauches ou des pièces de fonderie, ainsi que du fraisage sur des centres HAAS.
De plus, cette chaîne intègre des étapes de rectification de très haute précision, parmi les procédés les plus fiables pour garantir des tolérances de l’ordre du micron en production répétable. Cette approche globale élève notre métier au rang de producteur de pièces à très haute valeur ajoutée.
Pourquoi la commande numérique seule ne suffit pas pour le micron ?
En production industrielle répétable, un tour CNC atteint généralement ses limites autour du grade IT6-IT7. Ces limites restent difficiles à dépasser de manière répétable en environnement industriel en raison des jeux mécaniques de la broche, de la dilatation thermique liée à la vitesse de coupe et de l'usure naturelle des outils qui altère la géométrie. Si ces paramètres conviennent parfaitement à l'industrie automobile standard notamment, ils sont toutefois rédhibitoires pour l'hydraulique (qui requiert une étanchéité parfaite) ou l'aéronautique (sensible à la fatigue des matériaux).
C'est ici que la rectification micrométrique déploie tout son potentiel. Contrairement au tournage, l'action d'une meule abrasive arrache des quantités de matière infinitésimales grâce à ses micro-grains. Ce procédé spécifique permet de viser des tolérances de l’ordre du micron (correspondant typiquement au grade IT4 selon les dimensions concernées), d'obtenir des rugosités Ra pouvant atteindre (dans certains cas spécifiques de superfinition) des valeurs inférieures à 0,02 µm et d'assurer une régularité statistique parfaite sur l'ensemble d'une série. Pour garantir ce niveau d'exigence, ZEDCE a investi dans un parc de rectifieuses de pointe (Kellenberger, Diskus, Stähli), qui constituent le pilier de notre chaîne de valeur.
Les capacités industrielles de ZEDCE : l'avantage de l'intégration

Installée à Marnaz depuis 1946, notre entreprise s'est volontairement écartée de la course aux volumes à bas coût. Nous avons bâti un site de 9 000 m² où s'articulent sans rupture les phases d'ébauche, de finition et de contrôle, sous la houlette d'un bureau des méthodes unique. Cette symbiose organisationnelle fait toute la différence pour les projets sensibles.
Notre outil de production réunit plus d'une centaine d'équipements : des tours CNC Nakamura capables de traiter des diamètres de 10 à 200 mm, des centres d'usinage HAAS automatisés par des cellules robotisées Stäubli et un atelier de rectification complet. Pour valider nos procédés, notre laboratoire de métrologie embarque des machines de mesure tridimensionnelle (MMT), des contourographes et assure une surveillance continue par contrôle statistique (SPC) tout en documentant chaque première pièce (FAI).
L'intégration totale permet de contourner les écueils liés à la sous-traitance fragmentée. Lorsque l'usinage et la rectification sont réalisés sur deux sites distincts, plusieurs problématiques surgissent systématiquement : les surépaisseurs sont souvent mal calculées en raison d'un manque de coordination, les transits exposent les pièces aux chocs ou à la corrosion et toute dérive de production met plusieurs jours à être corrigée par le site initial.
Chez ZEDCE, la même équipe définit les surépaisseurs d'ébauche et supervise la rectification. Si nos outils statistiques détectent une dérive thermique, la correction est appliquée en quelques heures et non en jours, ce qui garantit le respect des délais, une conformité totale et des économies de matière significatives.
L'expertise en matériaux : des aciers classiques aux superalliages
Notre savoir-faire couvre un très large panel de matériaux industriels, adaptés aux exigences les plus sévères :
Sur les superalliages notamment (Inconel 718, titane Ti6Al4V), l’usinage décolletage seul atteint rapidement ses limites lorsque des exigences micrométriques et des états de surface critiques sont requis. La chaleur générée par l'usinage, combinée à la faible conductivité thermique de ces matériaux, crée des risques de brûlure qui compromettent les propriétés mécaniques. Une rectification finale avec meule CBN (nitrure de bore cubique) devient non négociable.
Études de cas : la preuve par l'intégration
La théorie d'un site de production totalement intégré prend tout son sens lorsqu'elle est confrontée aux exigences de l'industrie. Les deux exemples suivants illustrent comment la synergie immédiate entre nos pôles d'usinage et de rectification permet de résoudre des impasses techniques, de sécuriser la qualité et d'optimiser drastiquement les délais de production.
Le défi de la tige de vérin hydraulique
Imaginons la production de 5 000 tiges de vérin en inox 316L, avec un alésage de 8 mm, une tolérance stricte IT4 (±0,001 mm) et une rugosité Ra inférieure à 0,1 µm pour assurer l'étanchéité.
Si un premier sous-traitant usine la pièce, il obtiendra généralement un diamètre de 8,012 mm (IT7). La pièce subit ensuite 2 à 3 jours de transport vers un rectifieur, qui risque de constater une erreur de surépaisseur avant de finalement réussir l'opération, portant le délai global à 7 ou 10 jours.
Grâce au modèle intégré de ZEDCE, la démarche est fluide. Le tournage laisse volontairement un diamètre de 8,015 mm, dimension parfaitement optimisée pour nos rectifieuses. La rectification cylindrique intervient dans la foulée pour amener la pièce à 8,0005 mm. Résultat : une production maîtrisée livrée en deux jours sous surveillance SPC et une économie récurrente de 0,015 mm de matière par pièce.
L'usinage critique d'un axe en Inconel 718 pour l'aéronautique
Un motoriste sollicite la fabrication de 500 axes en Inconel 718 vieilli (à 65 HRC) d'un diamètre de 6 mm, réclamant une tolérance de ±0,0005 mm et une rugosité Ra sous 0,2 µm.
Un usinage conventionnel seul atteint rapidement ses limites face à la dureté et à la faible conductivité thermique du matériau, car la chaleur pourrait altérer les propriétés métallurgiques de la pièce et ne permettrait jamais d'atteindre un grade IT4 de façon répétable.
La réponse technique de ZEDCE s'articule en deux temps : un usinage initial avec des outils carbure revêtus au TiAlN sous arrosage très haute pression pour refroidir l'Inconel, suivi immédiatement d'une rectification avec une meule CBN spéciale pour retirer la matière en douceur. Si besoin, une superfinition complète le processus pour livrer un composant aux propriétés intègres. Ce niveau de maîtrise permet de livrer en 3 à 4 semaines une référence jugée irréalisable par des filières classiques.
Les secteurs d'excellence de la très haute précision
Notre expertise s'adresse particulièrement à des industries où la défaillance n'est pas envisageable. Lorsque la sécurité ou les performances globales dépendent d'un composant, garantir un grade IT4 et un état de surface optimal devient un impératif absolu.
ZEDCE accompagne de grands secteurs depuis des décennies avec des équipements dédiés:
- L'aéronautique : Nous fabriquons des composants moteurs ou des fixations en Inconel et en titane. Ce secteur ne tolère aucun défaut et exige une traçabilité totale. ZEDCE est d'ailleurs en cours de certification EN 9100.
- Le marché du vide : Nous intervenons de manière critique dans la production de moteurs pour spectromètres. Notre savoir-faire s'applique à la fabrication de l'arbre central, entièrement usiné, rectifié et assemblé avec ses bagues. Ce composant accueille des pales tournant à plusieurs dizaines de milliers de tours par minute : à ce régime extrême, le moindre micron hors tolérance engendre un balourd destructeur capable de mettre instantanément le moteur hors service.
- L'hydraulique : C'est le domaine où notre savoir-faire exprime tout son potentiel. Pour des valves ou des pistons opérant sous 200 à 400 bars, la moindre imperfection de rugosité entraîne une fuite et le moindre écart géométrique use les joints prématurément. Nous y garantissons systématiquement des grades IT4 ou IT5.
Pourquoi privilégier un partenaire français et intégré ?
Le coût unitaire de production n'est qu'une facette de la compétitivité d'un projet. S'appuyer sur un partenaire implanté en Haute-Savoie offre des garanties bien supérieures aux alternatives lointaines :
- La sécurisation logistique : Travailler avec ZEDCE permet de réduire les délais d'approvisionnement à 1 ou 2 semaines, contre 8 à 12 semaines pour l'offshore. Vous évitez ainsi les aléas du fret maritime et les risques de rupture sur vos chaînes d'assemblage.
- La fluidité opérationnelle : En centralisant l'usinage, la finition et la métrologie, nous vous offrons un interlocuteur unique, là où une sous-traitance fragmentée multiplie les risques d'erreur et les temps de communication.
- La protection intellectuelle : Vos plans et stratégies d'usinage restent sur le territoire européen, encadrés par des normes de confidentialité strictes, ce qui vous prémunit contre l'exposition de vos données en Asie.
- La flexibilité : Une modification de gamme ou un ajustement de volume s'organise facilement, sans avoir à subir les lourdeurs d'un réapprovisionnement par conteneur.
Confiez vos projets d'usinage à ZEDCE
Si votre cahier des charges implique des matériaux difficiles, des géométries complexes ou des tolérances micrométriques, ZEDCE est votre partenaire de confiance. Nous pilotons l'intégralité du cycle, de l'ébauche CNC à la livraison conforme, en passant par la rectification et le contrôle.
N'hésitez pas à nous transmettre vos plans (formats PDF ou STEP). Notre bureau des méthodes analysera votre demande pour vous proposer une étude de faisabilité et un devis détaillé sous 24 à 48 heures ouvrées.
Contactez-nous pour une étude gratuite au +33 (0)4 50 98 05 56.
FAQ : L'essentiel sur nos procédés
Quel est le principe du décolletage ?
Le principe du décolletage consiste à fabriquer des pièces de révolution en série par enlèvement de matière. L'usinage s'effectue à partir d'une barre métallique qui avance en continu (ou est refoulée) dans un tour. Les outils coupants viennent alors "décoller" la matière sous forme de copeaux pour sculpter la pièce. Aujourd'hui, ce procédé est piloté par commande numérique (CNC) et permet d'enchaîner des opérations complexes (tournage, fraisage, perçage) avec une très haute précision.
Comment définir le décolletage moderne ?
Si le décolletage correspondait historiquement au tournage rapide d'une barre, l'approche de ZEDCE est plus globale. Nous combinons des tournages CNC très complexes avec des opérations de reprise, de fraisage et de rectification afin de livrer des pièces d'une précision micrométrique.
Pourquoi la rectification est-elle incontournable pour l'aéronautique ?
Ce secteur requiert des tolérances micrométriques et des états de surface extrêmement faibles, pouvant atteindre Ra 0,02 µm dans certains cas de superfinition. Ces niveaux d’exigence dépassent généralement les capacités répétables d’un usinage traditionnel seul.
Le prototypage est-il possible avec ces procédés ?
Tout à fait. Le prototypage reproduit à l'identique la gamme prévue pour les grandes séries, utilisant les mêmes outils et les mêmes passages en rectification, ce qui sécurise parfaitement la faisabilité technique avant de lancer les volumes.
.jpg)
.webp)
.webp)
.webp)