Rodage mécanique : principes, avantages et applications industrielles

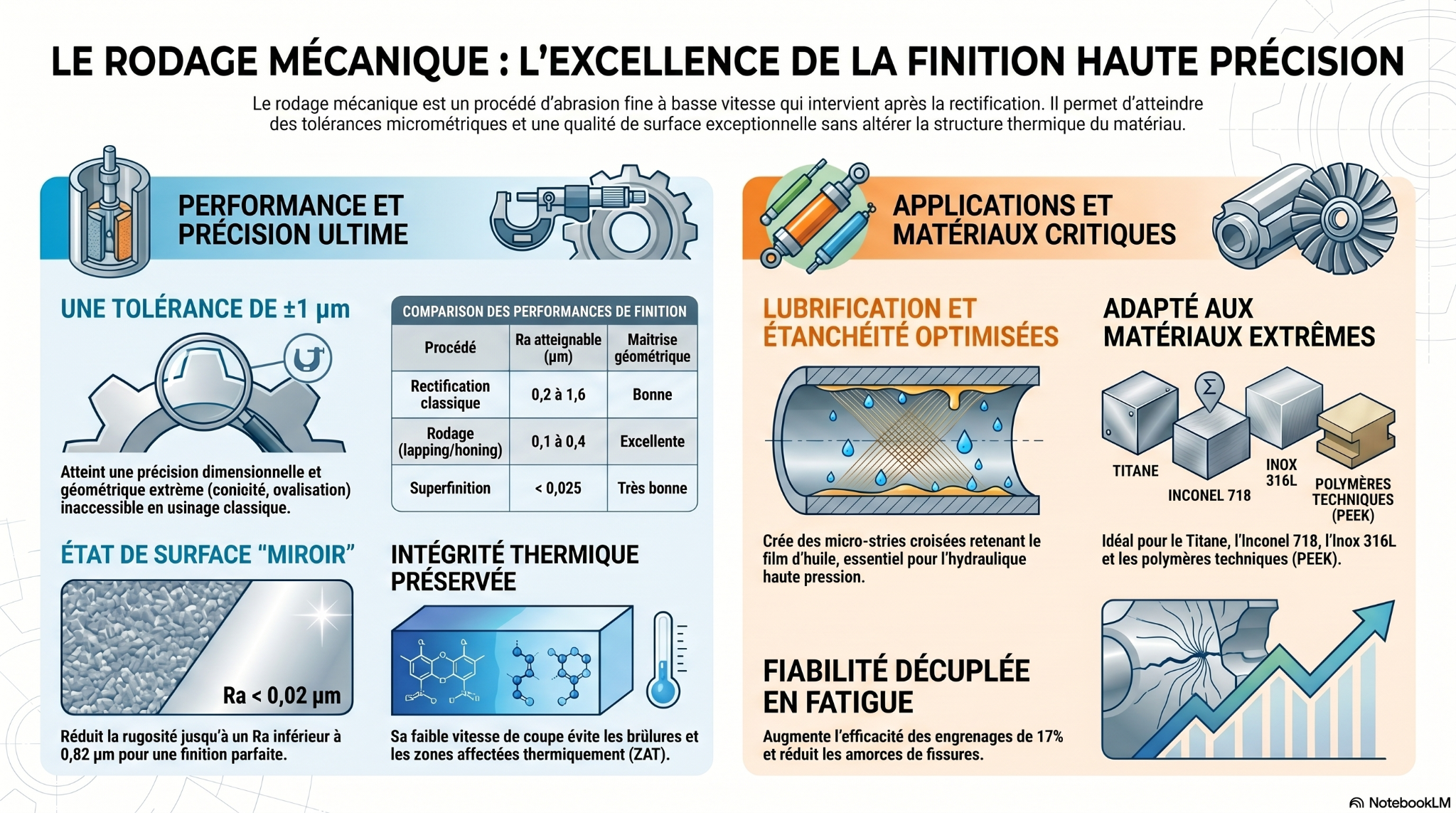
Le rodage mécanique est le procédé de finition par abrasion qui atteint des tolérances inférieures à ±1 µm et des états de surface miroir (Ra < 0,025 µm) sur les matériaux les plus exigeants : titane, Inconel 718, inox 316L. En préservant l'intégrité métallurgique et en maximisant la portance, il s'impose comme essentiel dans l'hydraulique de précision, l'aéronautique et les technologies du vide. Chez Zedce, l'intégration interne de l'usinage CNC, la rectification et la superfinition garantit une qualité sans compromis et élimine les délais de sous-traitance sur vos pièces critiques.
Atteindre une tolérance de l'ordre du micron et un état de surface proche du miroir ne s'improvise pas. Lorsqu'une pièce doit assurer une étanchéité métal-métal, résister à la fatigue dans un actionneur aéronautique ou présenter une surface biocompatible pour un implant, la rectification classique atteint parfois ses limites.
Le rodage mécanique est précisément le procédé d'abrasion fine qui prend le relais. Cette approche transforme une surface déjà rectifiée en une interface fonctionnelle de très haute précision, géométriquement maîtrisée et préservée sur le plan métallurgique.
Cet article détaille le fonctionnement du rodage, ses avantages techniques face aux autres procédés de finition, les matériaux concernés et les secteurs où il devient incontournable.
À retenir :
L'essentiel sur le rodage mécanique :
- Définition : procédé d'usinage par abrasion à très faible vitesse, qui enlève des quantités infinitésimales de matière pour atteindre une précision dimensionnelle et géométrique extrême.
- Tolérances : de quelques microns à ±1 µm pour les applications de haute précision.
- État de surface : de quelques dixièmes de micron en rodage courant jusqu'à un Ra inférieur à 0,02–0,03 µm en superfinition (aspect miroir).
- Intégrité matière : très faible échauffement, donc risque négligeable de zone affectée thermiquement (ZAT) ou de brûlure de rectification.
- Taux de portance élevé : surface portante très supérieure à celle d'une pièce simplement tournée ou rectifiée, idéale pour la rétention du film d'huile.
- Matériaux : aciers traités (100C6), Inox 316L, Titane Ti6Al4V, Inconel 718 et certains polymères techniques comme le PEEK.
- Secteurs critiques : hydraulique de précision, aéronautique et spatial, automobile (injection).
- Gain en service : la réduction de rugosité par superfinition améliore nettement la tenue en fatigue de contact et l'efficacité des engrenages.
- Chez Zedce : rodage et superfinition (pierrage, toilage, tribofinition) intégrés en interne, sur un parc de rectification et d'usinage CNC multiaxes.
Qu'est-ce que le rodage mécanique ? Principes fondamentaux
Le rodage mécanique est reconnu pour sa capacité à atteindre des niveaux de précision difficilement accessibles par les procédés conventionnels. Pour en saisir toute la valeur ajoutée, il est essentiel de comprendre ses mécanismes fondamentaux, sa cinématique spécifique et ce qui le distingue des autres techniques de superfinition.
Définition et principe
Le rodage est un procédé d'usinage par abrasion qui consiste à enlever des quantités de matière extrêmement faibles à l'aide d'un outil appelé rodoir, associé soit à une pâte abrasive en suspension (grains d'alumine, de carbure de silicium, de diamant ou de CBN), soit à des pierres ou films abrasifs liés.
La vitesse de coupe est très basse comparée à celle d'une meule de rectification, ce qui constitue toute la spécificité du procédé. En effet, on ne cherche pas le débit de matière, mais la perfection géométrique et l'état de surface.
L'objectif n'est donc pas de mettre la pièce à la cote brute, mais de parachever une surface déjà usinée et rectifiée pour lui donner sa fonction finale : étanchéité, guidage de précision, ou contact mécanique optimisé.
La cinématique du mouvement croisé
Le rodage repose sur un mouvement relatif croisé entre l'outil et la pièce, combinant rotation et translation. Ce mouvement génère un réseau de micro-stries entrecroisées qui ne sont pas un défaut mais une caractéristique fonctionnelle recherchée. Elles forment ainsi des micro-réservoirs capables de retenir un film d'huile lubrifiant, ce qui est essentiel dans les alésages de moteurs ou les composants hydrauliques.
Différencier le rodage (lapping) et le pierrage/toilage (honing)
On confond souvent ces opérations de finition par abrasion. La distinction technique est pourtant nette :
- Rodage (lapping) : l'abrasif est en suspension libre (pâte ou slurry) entre la pièce et un rodoir. C'est la solution privilégiée pour les surfaces planes ou sphériques et pour les opérations de superfinition les plus fines.
- Pierrage / honing : l'outil est expansible et porte des pierres abrasives liées, appliquées contre la paroi. C'est la méthode de référence pour les alésages intérieurs (cylindres, chemises, fûts de vérin).
Le toilage (finition à la toile ou bande abrasive) et la tribofinition (finition de masse en vibrateur) complètent cette famille des procédés de superfinition.
Les paramètres clés du rodage mécanique
La maîtrise du rodage repose sur l'équilibre entre trois éléments, le grain abrasif, le liant et le mouvement relatif, auxquels s'ajoutent la pression et l'arrosage. C'est le réglage fin de ces paramètres qui détermine à la fois l'état de surface obtenu et le respect de l'intégrité de la pièce.
Le choix de l'abrasif et de la granulométrie s'appuie notamment sur la norme ISO 525 relative aux produits abrasifs agglomérés.
Les avantages techniques du rodage mécanique
Opter pour le rodage mécanique répond à une exigence fonctionnelle stricte pour la fabrication de pièces industrielles critiques. Au-delà du simple aspect visuel, ce procédé de superfinition offre des performances dimensionnelles et tribologiques inatteignables par un usinage classique, garantissant un niveau de fiabilité compatible avec les applications critiques.
Précision géométrique et dimensionnelle extrême
Le rodage ne se contente pas d'améliorer la surface : il corrige les défauts de géométrie laissés par les opérations antérieures. Conicité, ovalisation, défaut de tonneau ou ondulations résiduelles, le procédé rétablit une cylindricité et une planéité conformes aux exigences les plus strictes, avec des tolérances couramment tenues de l'ordre de ±1 µm.
États de surface d'exception
Là où une rectification courante laisse une rugosité de l'ordre du micron, le rodage descend bien plus bas et la superfinition atteint des valeurs de Ra inférieures à 0,025 µm, soit un aspect miroir. Des fournisseurs spécialisés dans les films de superfinition confirment des rugosités obtenues aussi basses que 0,025 micron, uniformes et répétables.
Au-delà du seul chiffre de Ra, c'est le taux de portance qui change la donne. Le profil d'une surface rodée présente des pics aplanis et des creux conservés (analysés via la courbe d'Abbott-Firestone), ce qui maximise la surface réellement portante au contact, bien davantage qu'une surface seulement tournée ou rectifiée. C'est cette portance qui assure à la fois l'étanchéité et la longévité du contact.
Respect de l'intégrité de la matière
La rectification intensive peut générer une zone affectée thermiquement (ZAT), voire des brûlures de rectification et une décarburation locale susceptibles de fragiliser la pièce. Le rodage, du fait de sa très faible vitesse de coupe, n'engendre pratiquement pas d'échauffement. Par conséquent, il préserve la structure métallurgique et n'introduit pas de contraintes thermiques résiduelles. Pour les aciers à roulement ou les pièces traitées, cette neutralité thermique est déterminante.
Une longévité prouvée en fatigue
L'amélioration de l'état de surface a un effet direct et mesurable sur la durée de vie des pièces en contact. Dans une étude conduite en 2007, General Motors et l'Ohio State University ont mesuré sur des engrenages superfinis une augmentation d'efficacité d'environ 17 %.
Sur le plan de la fatigue, les essais menés par REM Surface Engineering montrent que des pièces superfinies présentent une durée de vie en fatigue au moins équivalente à celle de pièces rodées et environ six fois supérieure à celle de pièces grenaillées. Réduire la rugosité, c'est réduire les amorces de fissure et les concentrations de contraintes, donc repousser la défaillance.
Le rodage mécanique face aux autres techniques de superfinition : analyse comparative

Choisir le bon procédé de finition dépend de la rugosité visée, de la maîtrise géométrique requise et de la sensibilité thermique du matériau. Le tableau ci-dessous resitue le rodage parmi les procédés voisins (valeurs indicatives, variables selon matériau et géométrie).
En pratique, on choisit le rodage plutôt que la rectification dès que la fonction exige une portance élevée, une géométrie parfaite ou une neutralité thermique que la meule ne peut garantir. Soulignons que le polissage ne peut en aucun cas se substituer au rodage. En effet, sa recherche purement esthétique de brillance risque d'altérer la précision géométrique en arrondissant les arêtes.
Matériaux compatibles et exigences industrielles
Le rodage s'applique à la quasi-totalité des métaux, y compris les plus durs et les plus difficiles à usiner.
Chez Zedce, les matériaux couramment rodés incluent :
- Aciers traités (type 100C6, acier à roulement)
- Aciers inoxydables (Inox 316L)
- Titane (Ti6Al4V)
- Superalliages (Inconel 718)
- Polymères techniques (PEEK)
L'usinabilité complexe de ces métaux (réfractaires, tenaces, sensibles à l'écrouissage) impose une maîtrise parfaite des pressions de rodage et un choix d'abrasif adapté (souvent diamant ou CBN). Une pression mal contrôlée expose au grippage ou à un écrouissage excessif de la surface. C'est précisément là que l'expérience du procédé fait la différence entre une finition réussie et une pièce rebutée.
Applications industrielles : où le rodage est-il indispensable ?
Le rodage mécanique dépasse largement le cadre de la simple finition pour devenir un prérequis technique sur les composants soumis à des contraintes extrêmes.
Qu'il s'agisse de garantir une étanchéité parfaite sans joint élastomère ou de maximiser la résistance à la fatigue sur des alliages complexes (titane, Inconel 718, inox 316L), voici les secteurs où cette opération s'impose comme incontournable.
Hydraulique de précision
Tiroirs de distribution, clapets, connecteurs : l'enjeu est l'étanchéité métal-métal sans joint élastomère. Le rodage permet un ajustement glissant parfait entre un axe et son alésage (jeu de quelques microns seulement), tout en créant les micro-stries qui retiennent le film d'huile.
Automobile et systèmes d'injection
Pour les composants d'injection haute pression ou les axes de pistons, le rodage assure les micro-stries croisées de lubrification indispensables au bon fonctionnement et à la longévité des organes en mouvement.
Aéronautique et spatial
Dans le cas des servovalves et des actionneurs, la fiabilité y est extrême et la tenue en fatigue critique. La qualité de surface conditionne directement la sécurité du système. Ces secteurs s'appuient sur des référentiels exigeants de traçabilité et de certification procédé.
Technologies du vide
Brides, portées de joints métalliques (type CF/ConFlat), composants de vannes et passages étanches : les systèmes ultravide (UHV) exigent des surfaces parfaitement planes et lisses pour assurer l'étanchéité au gaz et limiter le dégazage.
Une surface rodée réduit la rugosité où peuvent se piéger gaz et contaminants, et garantit le contact métal-métal nécessaire à la portée de joint. La maîtrise de l'état de surface conditionne ici la qualité du vide atteignable et la stabilité des installations.
Normes et contrôle qualité

La valeur d'une opération de rodage se prouve par la mesure. Le contrôle s'appuie sur un ensemble de normes et de moyens métrologiques.
Côté métrologie, le contrôle combine rugosimètre (Ra, Rz, Rmax), machine à mesurer tridimensionnelle (MMT), vision industrielle et surveillance statistique des procédés (SPC) pour garantir la conformité en série.
À titre de repère, le CETIM caractérise les défauts de forme et de surface des pièces circulaires sur des équipements dont la précision radiale est inférieure à 0,02 µm, l'ordre de grandeur même dans lequel évolue le rodage de précision.
L'expertise Zedce : la superfinition intégrée
La particularité de Zedce tient à l'intégration sous un même toit de toute la chaîne de précision, une offre rare en Vallée de l'Arve :
- Usinage CNC multiaxes (Nakamura, HAAS, robotisation Stäubli)
- Rectification plane (Diskus), cylindrique (Kellenberger) et intérieure (Stähli)
- Superfinition : pierrage, toilage, tribofinition, brossage
- Contrôle qualité avancé : MMT, vision industrielle, SPC
Le bénéfice client est direct. En effet, en évitant la sous-traitance externe dispersée, Zedce réduit drastiquement les délais globaux tout en maîtrisant la qualité de bout en bout, sur des matériaux aussi exigeants que le Titane, l'Inconel 718 ou l'Inox 316L.
Vos pièces demandent une finition au micron et une intégrité métallurgique sans compromis ? Le rodage et la superfinition intégrés de Zedce garantissent la précision dimensionnelle et la qualité de surface de vos composants critiques. Demandez une analyse de faisabilité ou découvrez nos services de rectification de précision.
FAQ - Vos questions sur le rodage mécanique
Quelle est la différence entre le rodage et la rectification ?
La rectification utilise une meule tournant à grande vitesse pour enlever de la matière rapidement, ce qui génère de la chaleur. Le rodage est un procédé de finition à très basse vitesse, utilisant une pâte ou des pierres abrasives pour améliorer l'état de surface et la géométrie sans altérer thermiquement la pièce.
Le rodage mécanique peut-il corriger des défauts de géométrie ?
Oui, c'est l'un de ses objectifs principaux. Il corrige les défauts micrométriques tels que l'ovalisation, la conicité ou les ondulations laissées par les opérations précédentes, garantissant une cylindricité et une planéité parfaites.
Quels métaux peuvent être rodés ?
Quasiment tous, même les plus durs : aciers traités (100C6), inox (316L), superalliages comme le Titane Ti6Al4V ou l'Inconel 718, et certains polymères techniques comme le PEEK.
Pourquoi le rodage est-il essentiel pour les pièces hydrauliques ?
L'hydraulique haute pression exige souvent une étanchéité métal sur métal. Le rodage permet un ajustement glissant parfait entre un axe et un alésage (jeu de quelques microns), tout en créant des micro-stries croisées qui retiennent le film d'huile.
Le rodage remplace-t-il le polissage ?
Non. Le polissage a un but esthétique (brillance) et tend à arrondir les arêtes ou à dégrader la géométrie. Le rodage améliore l'état de surface tout en respectant, voire en améliorant, les tolérances dimensionnelles strictes.
Le rodage modifie-t-il la dureté de la pièce ?
Non, lorsqu'il est bien maîtrisé. Sa très faible vitesse de coupe évite l'échauffement et la zone affectée thermiquement, préservant la structure et la dureté du matériau. Une pression excessive peut toutefois provoquer un écrouissage de surface, d'où l'importance du réglage des paramètres.
Quel est le coût d'une opération de rodage ?
Le rodage est plus coûteux qu'une rectification simple, en raison du temps de cycle et de la métrologie associée. Ce surcoût se justifie sur les pièces critiques par la fiabilité gagnée et la réduction des rebuts et retours. Le meilleur ROI s'obtient en intégrant le rodage à la chaîne de fabrication, ce qui élimine les coûts et délais de sous-traitance.
.jpg)
.webp)
.webp)
.webp)